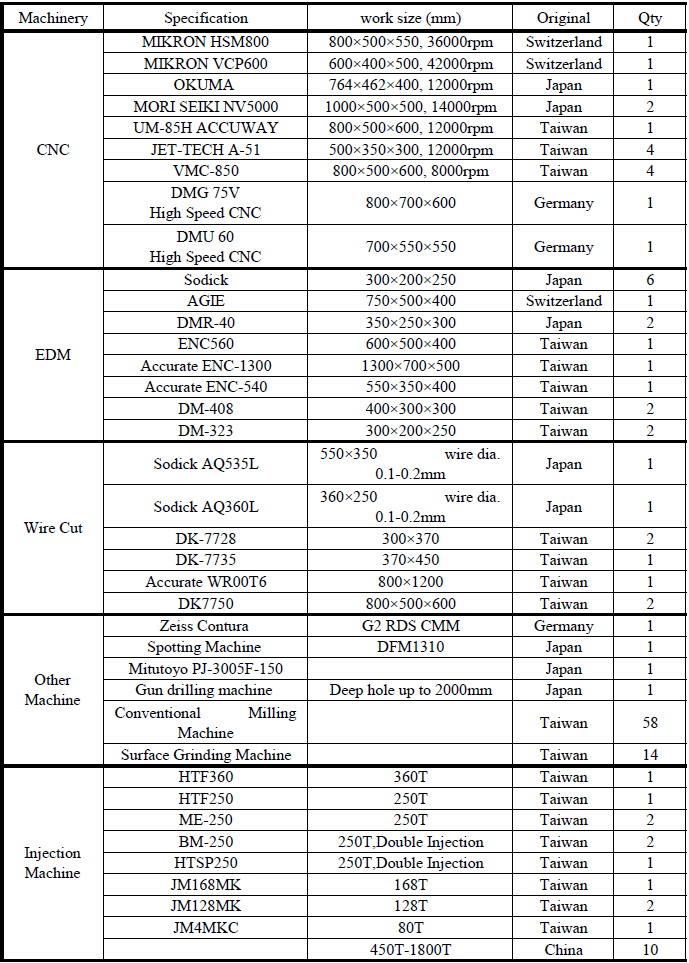
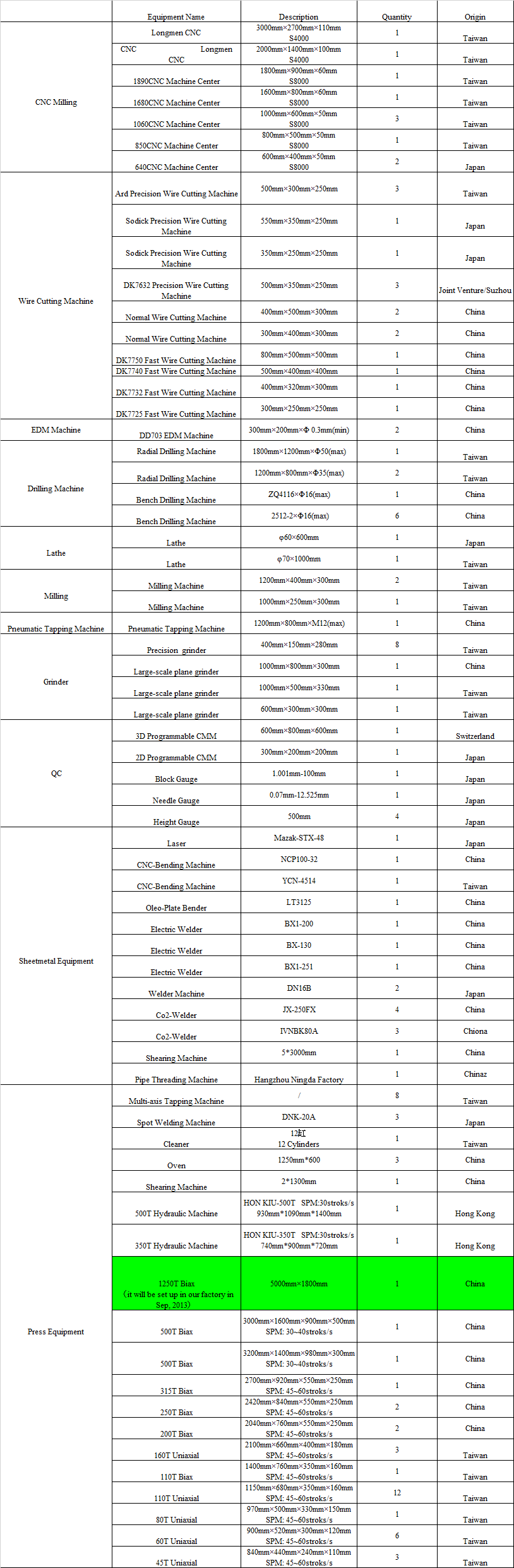
Check out the equipment we have for die…
Manufacturer of Injection Molds, Compression Molds, Silicone Molds, Casting Molds, Stamping Die, and Fixtures.
Testing

Mitutoyo tester
We take great pride in our work, and follow every step to ensure that our molds are built to fit your exact requirements. We use a two-tiered quality control system: first, the machine operator checks all specified dimensions during the process, then the lead man re-checks those dimensions at the completion of the process, using state-of-the-art computerized optical equipment. We “build in quality”.
When running your mold in our facility, we video the process extensively with our High Definition Video camera to show the mold operation is continual and without issues. We provide you the machine setup parameters used during the process. Once the parts have cooled and become stable, we perform our PPAP to assure “Part to Print” has been accomplished with each cavity. It is only then that we feel that we have accomplished our mission to supply you a robust mold to produce your Part to Print!
Once the mold arrives at your facility, we ask that you inspect it and if there are issues, to please contact us and we will find the best way to approach the issue.. we just do not leave you out on a limb… we support you! The good part is that we really do not have issues! Can’t recollect when our last issue was as a result of our Quality Audit System that has been tried and proven over many years.

2D Measure Machine
Quality
Quality is expected and something we consider our responsibility to provide. We know what Repairs and delays from repairs can cost you. This is where our project Management portal Excels. You have an engineer assigned to you. Your drawings are reviewed and any questions or potential Issues are communicated through our portal to you and your engineering team. Once all issues are Discussed and resolved the drawings are signed off by you and we begin the manufacturing process.
Every part of our manufacturing goes through the same process. You’re the boss and we want to make sure we deliver what you are expecting. We show you pictures, videos, and at your request we let you Dictate what you want to see. We provide samples and testing to insure our quality won’t disappoint you. At Total Solution Plastic we give you quality at a cost effective price.
TS 16949 Approved
ISO 9001:2000 Certified
Steel Assay Report sent with every Mold

The following classifications are guidelines to be used in obtaining quotations and placing orders for uniform types of molds. It is our desire through these classifications to help eliminate confusion in the injection mold quote system and increase customer satisfaction. It is strongly recommended that injection mold drawings be obtained before construction is started on any injection mold. Even though parts may seem simple enough not to warrant a mold design, a drawing showing sizes and steel types will pay for itself in event of injection mold damage.
These classifications are for injection mold specifications only and in no way guarantee workmanship. It is very important that purchasers deal with vendors whose workmanship standards and reliability are well proven. Mold life, because of variations in part design and mold conditions, cannot be guaranteed. This guide will attempt to give approximate cycles for each type of injection mold excluding wear caused by material abrasion, poor mold maintenance and improper molding technique. Maintenance is not the responsibility of the mold maker. Normal maintenance such as replacement of broken springs, broken ejector pins, worn rings, or the rework of nicks and scratches should be borne by the molder.
Mold rework costs should be closely considered when deciding which classification of mold is required. This document does not constitute a warranty or guarantee by the Society of the Plastics Industry, Inc., or its members for the classifications or specifications set forth herein.
CLASSIFICATION OF INJECTION MOLDS UP TO 400 TONS
The following contains a brief synopsis of the various mold classifications and the detailed descriptions of each mold class. Again, it is our recommendation that a MOLD DATA SHEET (an example of which is in the back of the SPI manual) be included with each request for quotation.
GENERAL SPECIFICATIONS
1. Customer to approve mold design prior to start of construction.
2. All molds, with the exception of prototype, to have adequate channels for temperature control.
3. Wherever feasible, all details should be marked with steel type and Rockwell hardness approximately .005 deep.
4. Customer name, part number, and mold number should be steel stamped on mold.
5. All molds should have eyebolt holes on the top side. There should be one above and one below the parting line to facilitate mold removal, if required, in halves.
CLASS 101 MOLD
Cycles: One million or more
Description: Built for extremely high production. This is the highest priced mold and is made with only the highest quality materials.
Detailed mold design required.
Mold base to be minimum hardness of 28 R/C.
Molding surfaces (cavities and cores) must be hardened to a minimum of 48 R/C range. All other details, such as sub-inserts, slides, heel blocks, gibs, wedge blocks, lifters, etc. should also be of hardened tool steels.
Ejection should be guided.
Slides must have wear plates.
Temperature control provisions to be in cavities, cores and slide cores wherever possible.
Over the life of a mold, corrosion in the cooling channels decreases cooling efficiency thus degrading part quality and increasing cycle time. It is therefore recommended that plates or inserts containing cooling channels be of a corrosive resistant material or treated to prevent corrosion.
Parting line locks are required on all molds.
CLASS 102 MOLD
Cycles: Not exceeding one million
Description: Medium to high production mold, good for abrasive materials and/or parts requiring close tolerances. This is a high quality, fairly high priced mold.
Detailed mold design required.
Mold base to be minimum hardness of 28 R/C.
Molding surfaces should be hardened to a 48 R/C range. All other functional details should be made and heat treated.
Temperature control provisions to be directly in the cavities, cores, and slide cores wherever possible.
Parting line locks are recommended for all molds.
The following items may or may not be required depending on the ultimate production quantities anticipated. It is recommended that those items desired be made a firm requirement for quoting purposes:
a. Guided Ejection
b. Slide Wear Plates
c. Corrosive Resistant Temperature Control Channels
d. Plated Cavities
CLASS 103 MOLD
*Cycles: Under 500,000
Description: Medium production mold. This is a very popular mold for low to medium production needs. Most common price range.
Detailed mold design recommended.
Mold base must be minimum hardness of 8 R/C.
Cavity and cores must be 28 R/C or higher.
All other extras are optional.
CLASS 104 MOLD
*Cycles: Under 100,000
Description: Low production mold. Used only for limited production preferably with non-abrasive materials. Low to moderate price range.
Mold design recommended.
Mold base can be of mild steel or aluminum.
Cavities can be of aluminum, mild steel or any other agreed upon metal.
CLASS 105 MOLD
Cycles: Not exceeding 500
Description: Prototype only. This mold will be constructed in the least expensive manner possible to produce a very limited quantity of prototype parts.
May be constructed from cast metal or epoxy or any other material offering sufficient strength to produce minimum prototype pieces.
The process of resin selection is not easy. This is a broad review of some of the most common resins available.
http://www.geplastics.com
http://www2.dupont.com
http://www.glscorporation.com
http://www.polyone.com
Injection Mold Home

Selecting the right steels for the injection mold base and molding surfaces has an impact on cost, cycle time and life of the injection mold.
Depending on your requirements we customize the solution and certify the steels used in manufacturing and the heat treating process.
We will comply with any customer request for any Worldwide Steel sourced. Our Primary supplier Is LKM for quality steel.
Machinability – Reduces machining time and cost.
Polishability – Parts that require a mirror-like finish.
Heat-Treating Dimensional Stability – For dimensional accuracy.
Weldability – For either part design and engineering changes or future repairs.
Nitriding Ability – Nitriding gives a very hard surface layer to the steel and very good resistance to abrasion or corrosion. However, the nitriding layer can be brittle and crack.
Wear Resistance – Molding surfaces will wear if the plastic material is abrasive, filled with glass or minerals.
Compressive Strength – Needed to withstand mold clamping forces to minimize damage to shut off areas.
Heat Treated – Needed when molds operate at high temperatures.
Corrosion Resistance – Very important in two major aspects – first when corrosive plastics or additives are used; and second, when molds operate in high-humidity areas or regions where the water is particularly corrosive.
Thermal Conductivity – Can have an impact on the cycle time of high-production molds and although it’s not often a major factor in selecting mold steels, it is a reason for choosing beryllium copper instead of steel in some cases.
Pre-hardened steel molds are less wear resistant and are used for lower volume requirements or larger components. The steel hardness is in the range 38-45 on the Rockwell-C scale. Hardened steel molds are heat treated after machining. These are by far the superior in terms of wear resistance and lifespan. Typical hardness ranges between 50 and 60 Rockwell-C (HRC).
Most of the steel that Total Solution Plastic uses in our molds is purchased from LKM (Lung Kee Metal), which is a very fine and reputable company traded on the NY Stock Exchange. Their quality has been compared to DME here in the USA. We also purchase from Uddeholm …of course the ultimate decision is made by our customer.